










Дата
СИНТЕТИЧЕСКИЙ ДИАБАЗ



Стабильность и демпфирование: преимущества синтетического диабаза в станкостроении



Минеральные композиты широко применяются в области станкостроения ведущими мировыми производителями [1]. Известные аналоги, такие как полимербетон, синтегран, EPUMET, Granitan, используются при создании дорогостоящих ультрапрецизионных шлифовальных, фрезерных и токарных станков европейского и японского производства [2][3].
Все известные минеральные композиты для станкостроения основаны на граните [4]. Гранит – одна из самых твердых пород на земле. Его активно используют для создания станин, так как материал обладает необходимыми характеристиками: высокой прочностью и упругостью.
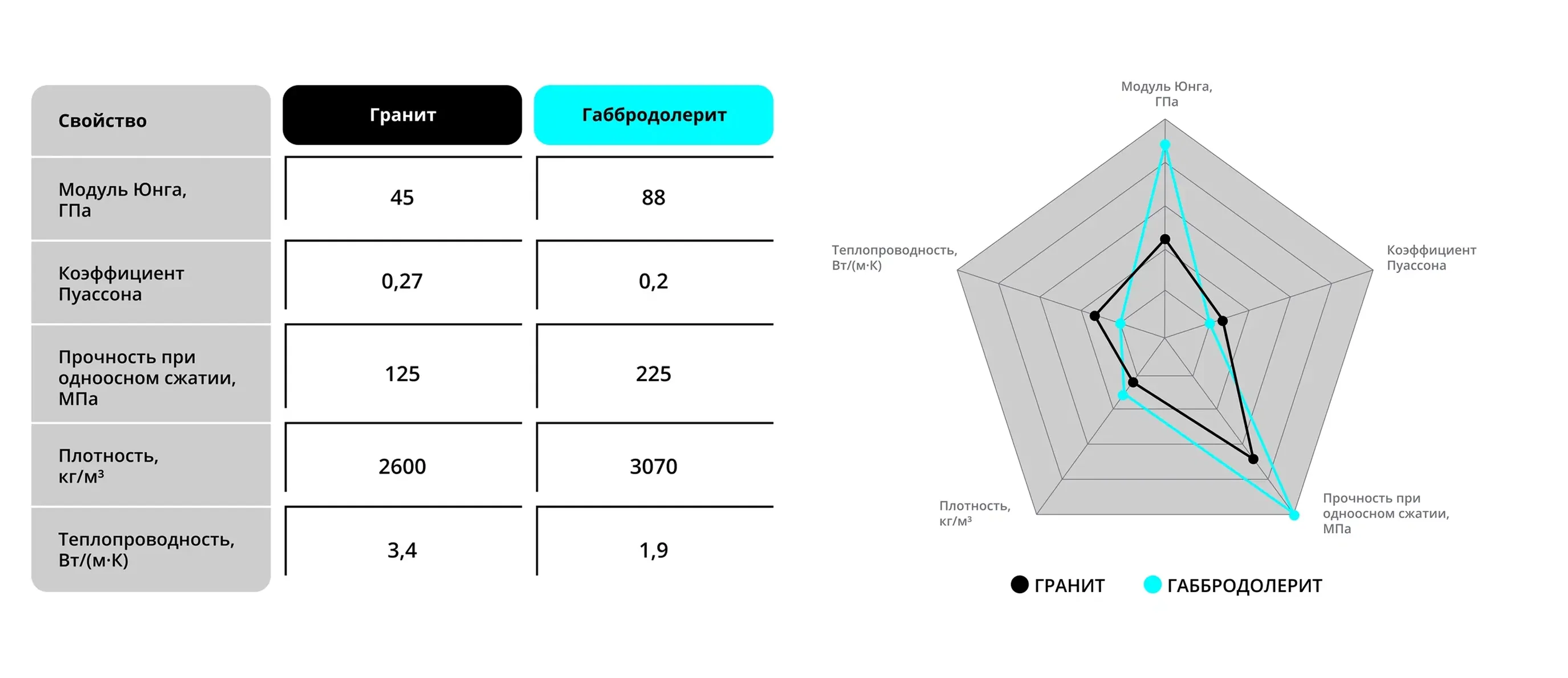
Однако существует материал, который значительно превосходит гранит по характеристикам – это вулканическая порода габбро-диабаз или габбродолерит. Прочность на сжатие этой породы почти в 2 раза превышает аналогичный показатель гранита, а плотность и модуль Юнга на 20% выше, при этом теплопроводность на 40% ниже [5].
Мы создали синтетическую форму габбро-диабаза, которая по своим характеристикам превосходит все созданные ранее материалы на основе гранита – синтетический диабаз. Этот полимерный минеральный композит мы используем для производства компонентов станков с ЧПУ.
При всех своих преимуществах габбро-диабаз не получил распространения в Европе и Японии в связи с ограниченным количеством районов добычи материал добывается только на территории России и Австралии[6]. Транспортировка материала из Австралии в Европу и Японию экономически не выгодна, а из России (ранее из СССР) материал не закупали в силу политических причин.
Минеральные композиты могут имеют сложный состав, в который входят эпоксидные смолы, пластификаторы, разбавители, трещиностойкие присадки, стабилизаторы полимеризации, армирующие добавки, минеральные наполнители и пр. Для обеспечения стабильности материала технологический процесс производства происходит при стабильной температуре, влажности и прочих параметрах окружающей среды что делает полимерные станины дороже чугунных и стальных сварных, но при этом минеральные композиты имеют фундаментальные преимущества перед чугуном и сталью: выше логарифмический декремент затухания, ниже теплопроводность при более высокой теплоемкости и более высокая жесткость станин за счет более сложных форм. Ниже рассмотрим преимущества более детально.
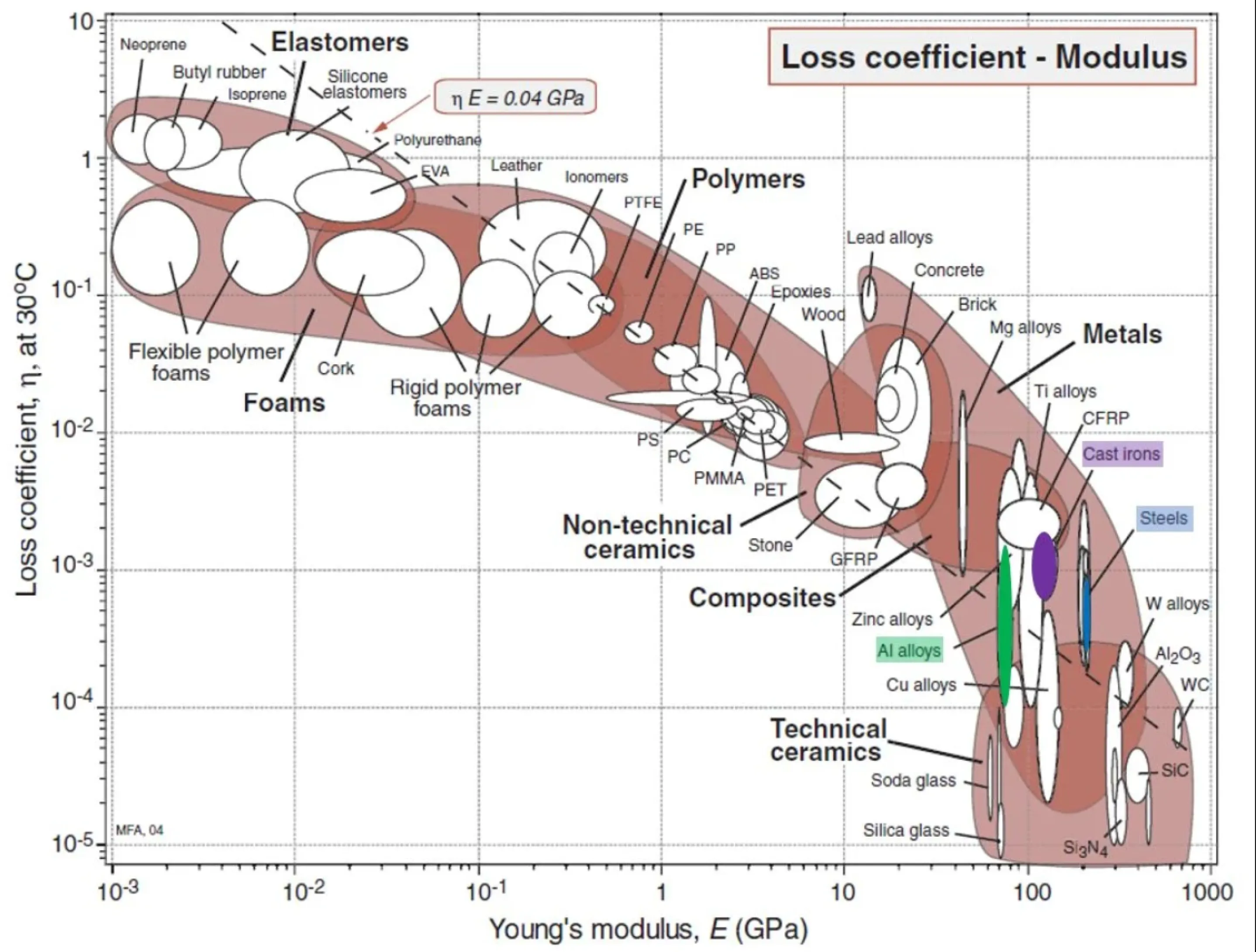
Демпфирование станка и логарифмический декремент
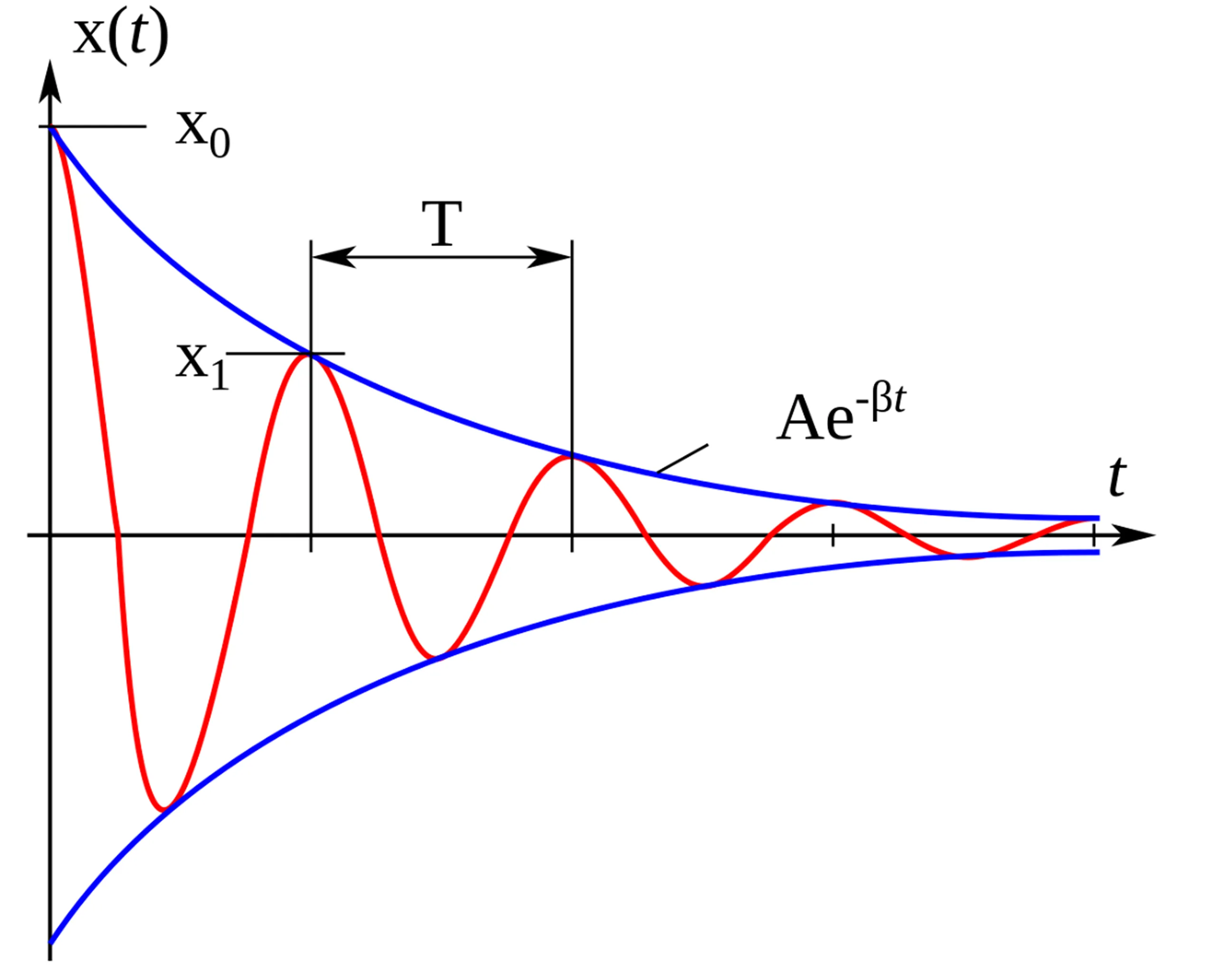
Логарифмический декремент затухания – безразмерная физическая величина, описывающая уменьшение амплитуды колебаний.
Эта величина характеризует способность материала гасить вибрации. Чем выше декремент, тем стабильнее работает станок.
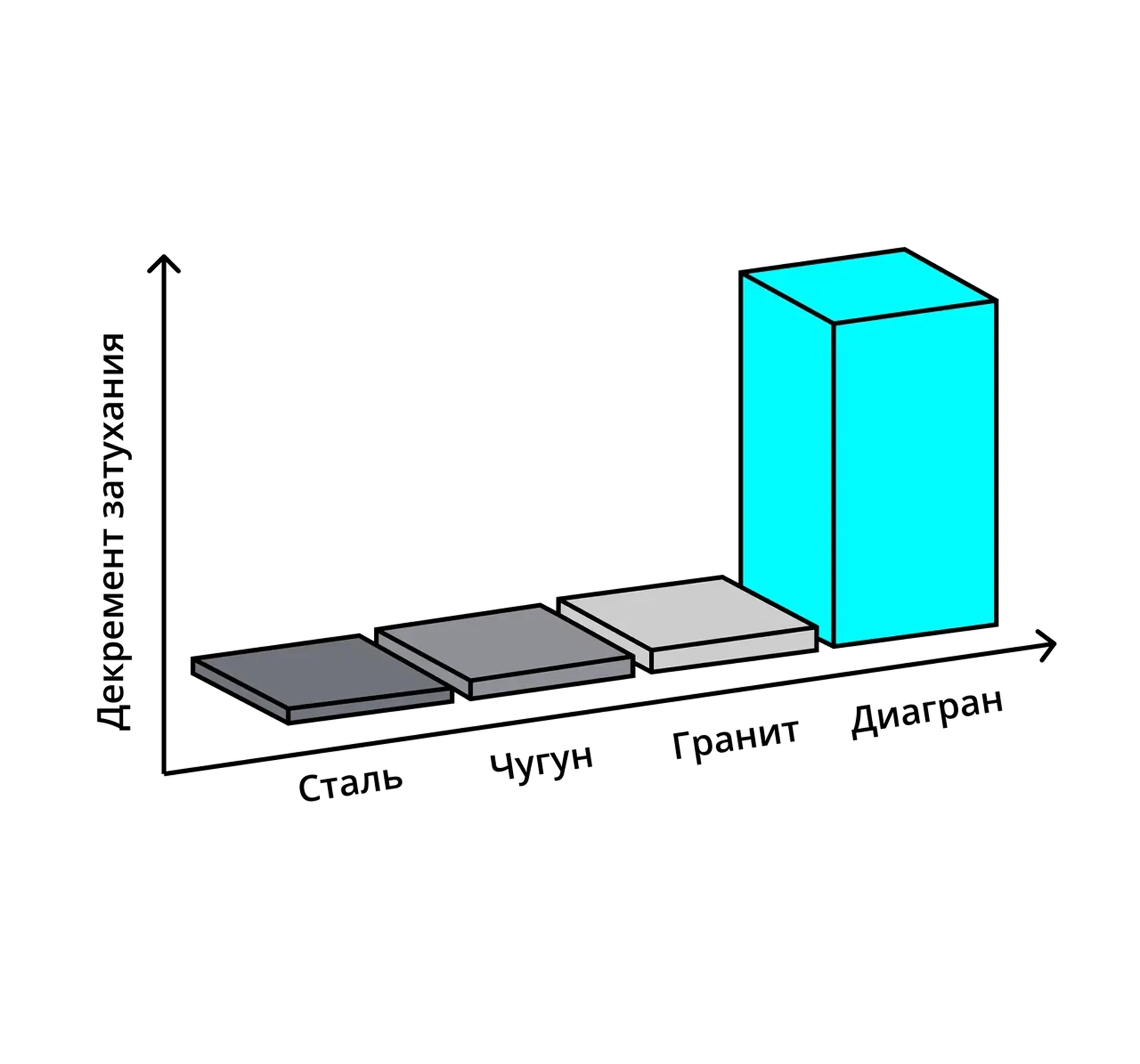
Кроме того, высокая виброгасящая способность позволяет выполнять операции сверления микросверлами, фрезерования микрофрезами и прочую обработку. Эти виды работ крайне сложно, а иногда и невозможно, осуществить на станках из чугуна или стали. Например, при обработке деталей микрофрезами на чугунных станках фрезы часто ломаются из-за вибраций. Со станками же из минеральных материалов такого не происходит, так как они успевают эти вибрации погасить.
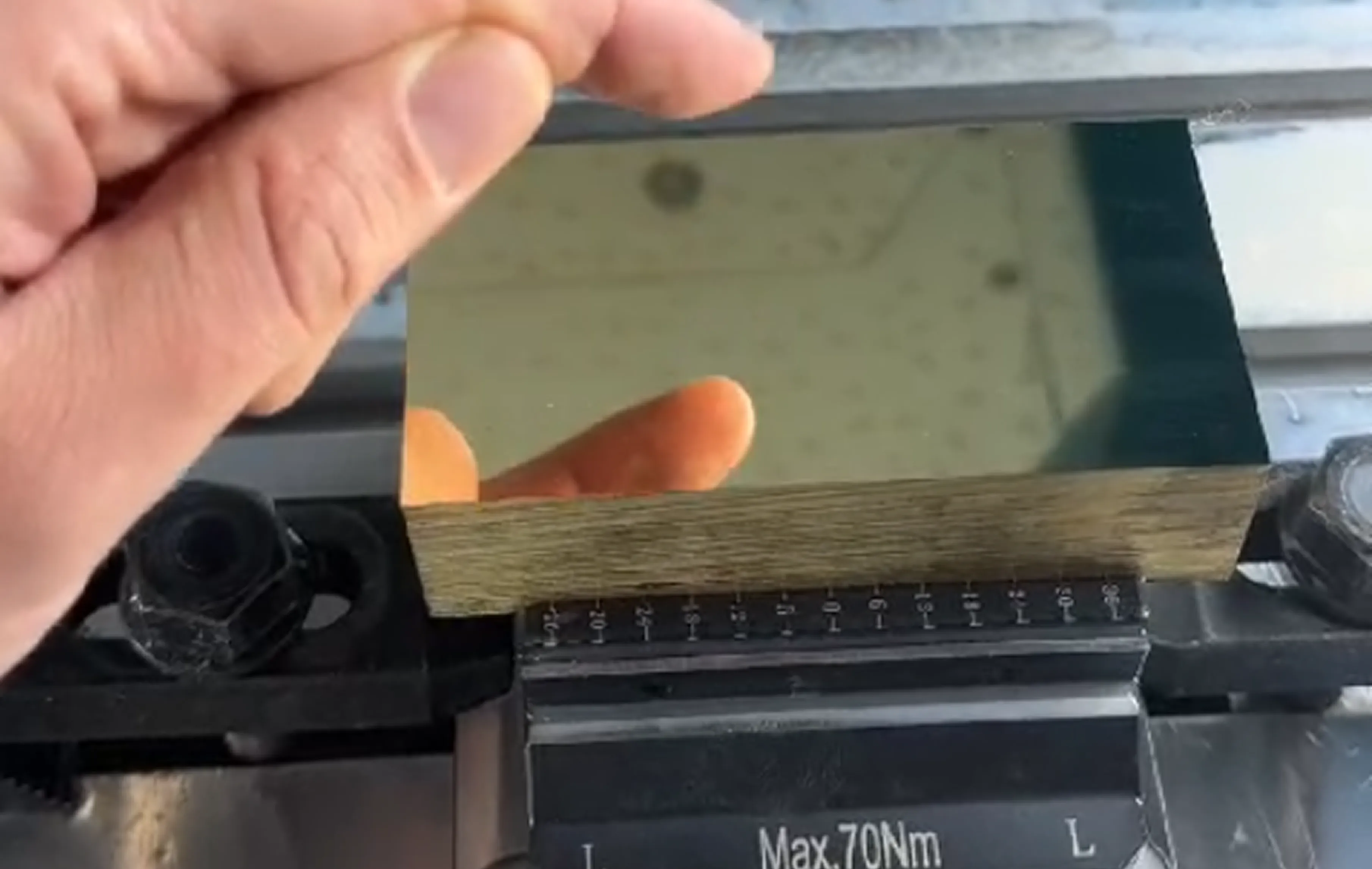
Получение зеркальных поверхностей на станке BEAVERMILL с опцией ультрапрецизионный пакет
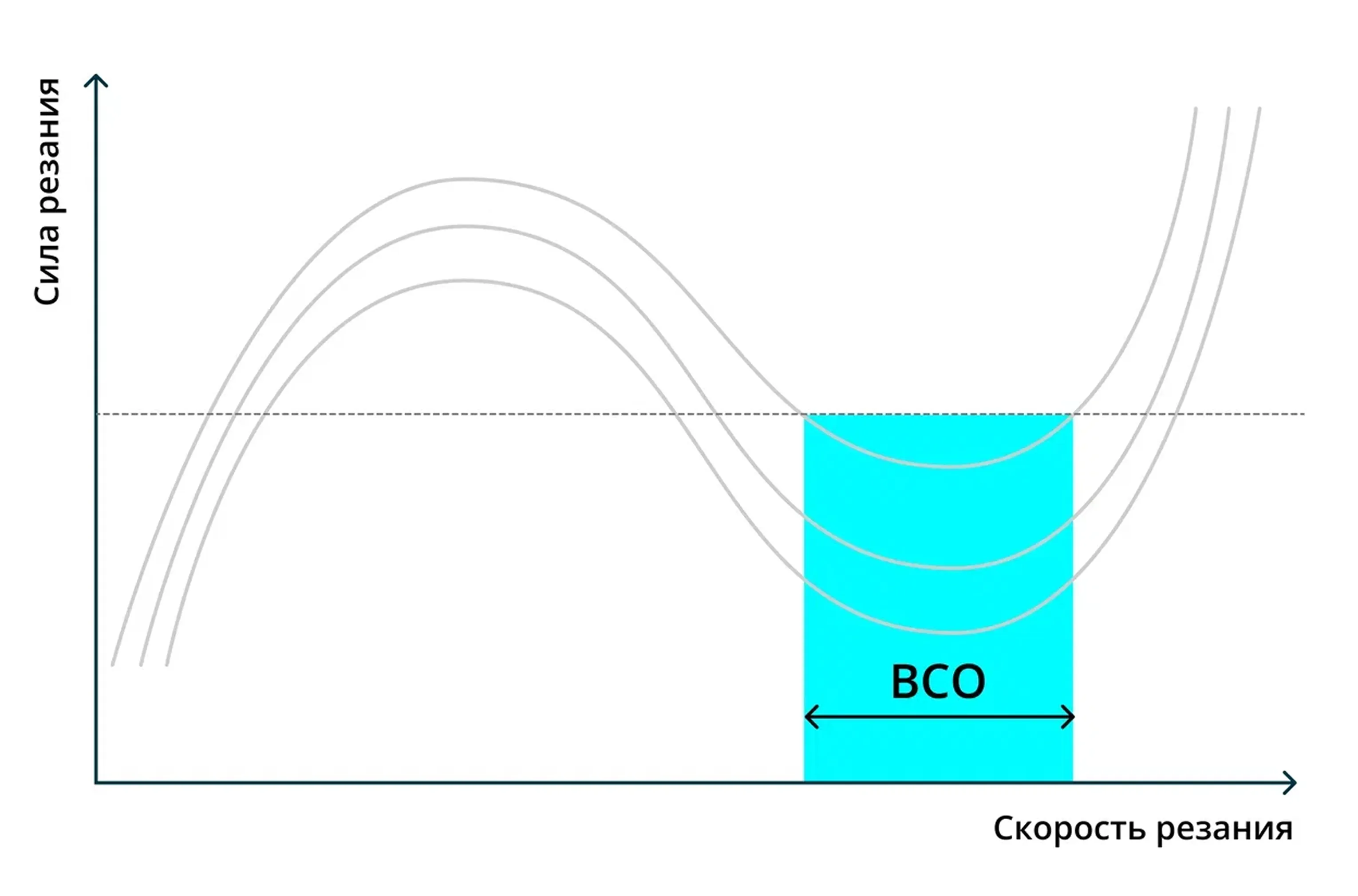
Высокоскоростная обработка (ВСО) – это метод обработки материалов, основанный на быстрых режимах удаления металла с низкой силой резания.
При проведении исследований сил резания в 1920-х годах Карл Соломон обнаружил, что при увеличении скорости обработки сила резания значительно падает в некотором диапазоне скоростей. Кривые, описывающие диапазон рабочих скоростей ВСО, получили название «кривые Соломона».
Также было установлено, что основное тепло, которое выделяется при резании, уходит в стружку, не успевая нагреть деталь. Именно этот эффект позволяет обрабатывать закаленные стали и алюминиевые сплавы без риска получить термический отпуск.
Основной подход ВСО: малый съем, снимаемый с высокой скоростью резания, высокие обороты шпинделя и высокая подача. Интересно то, что режимы ВСО позволяют не только улучшить качество поверхности, но и, при правильном подходе, сделать его соизмеримым с электроэрозионной обработкой [8]. Это особенно важно для высокоточных деталей из закаленных сталей, например, пресс-форм, штампов, деталей оснастки, корпусных деталей и др.
Для корректной работы в режимах ВСО важны все составляющие: станок, система ЧПУ, режущий инструмент, оправки, жесткость закрепления деталей, метод охлаждения. Пренебрежение хотя бы одной из этих составляющих способно свести на нет все предыдущие усилия. Например, удвоение скорости резания приводит к увеличению центробежных сил более чем в 4 раза из-за дисбаланса инструмента. Эти силы становятся сравнимы с силами резания. Поэтому важно использовать подходящие для подобных режимов работы шпиндели, оправки и инструмент.
Если система ЧПУ не обладает функцией ВСО, то добиться высокого качества поверхности не получится. Наиболее эффективным методом охлаждения при использовании режимов ВСО является охлаждение воздухом. Поэтому станки БИВЕРТЕХ оснащены системой подачи воздуха в зону резания.
Значительная часть азиатских станков, которые поступают на российский рынок, не могут обеспечить высокоскоростную обработку, а станки БИВЕРТЕХ могут. За счет высокой жесткости, способности гасить вибрации, современных систем ЧПУ с функциями ВСО и точных шпинделей они как нельзя лучше подходят для высокоскоростной обработки.
Кроме повышения качества поверхности и возможности использования режимов ВСО, виброгасящие характеристики минеральных композитов увеличивают срок службы режущего инструмента в среднем на 20%[9], что критически важно для серийных производств, которые стремятся снизить эксплуатационные расходы на оборудование.
Предположим, что производство занимается серийной обработкой деталей из конструкционной стали, которая не требует использования специальных фрез. Вместо них применяются стандартные концевые фрезы азиатского производства диаметром 12 мм из твердого сплава. Стоимость одной такой фрезы – 4 000 рублей. В таком случае годовая экономия за счет использования станков со станиной из минеральных композитов:

где,
ОЕЕ – общая эффективность оборудования (0,8)
Су – стойкость фрезы в часам (4 часа)
Гв – годовой фонд времени при режиме работы 24/7
Вв – коэффициент, учитывающий вспомогательное время (0,8)
Р – стоимость фрезы
На практике стоимость фрез, чаще всего, выше, так как используются специальные инструменты широкой номенклатуры, накладываются дополнительные затраты на переналадку, а быстрый износ инструмента может приводить не только к его замене и появлению брака, но и к простоям, исчисляемыми десятками тысяч рублей в час.
За время амортизации (10 лет) суммарная экономия на инструменте в рамках серийного производства составит более 11 млн рублей. Использование станков БИВЕРТЕХ делает возможным не только производство точных деталей с минимальной шероховатостью, но и позволяет экономить значительные средства на всем протяжении эксплуатации обрабатывающего центра.
Термическая картина чпу станков
Теплопроводность — способность материальных тел проводить тепловую энергию от более нагретых частей к менее нагретым частям путем хаотического движения частиц тела. В общем виде явление описывается законом Фурье:
где, — вектор плотности теплового потока (количество энергии)
n — коэффициент теплопроводности (удельная теплопроводность)
T — температура
Теплоемкость — количество теплоты, поглощаемой (выделяемой) телом в процессе нагревания (остывания) на 1 кельвин:
где, δQ – малое количество теплоты
dT – изменение температуры
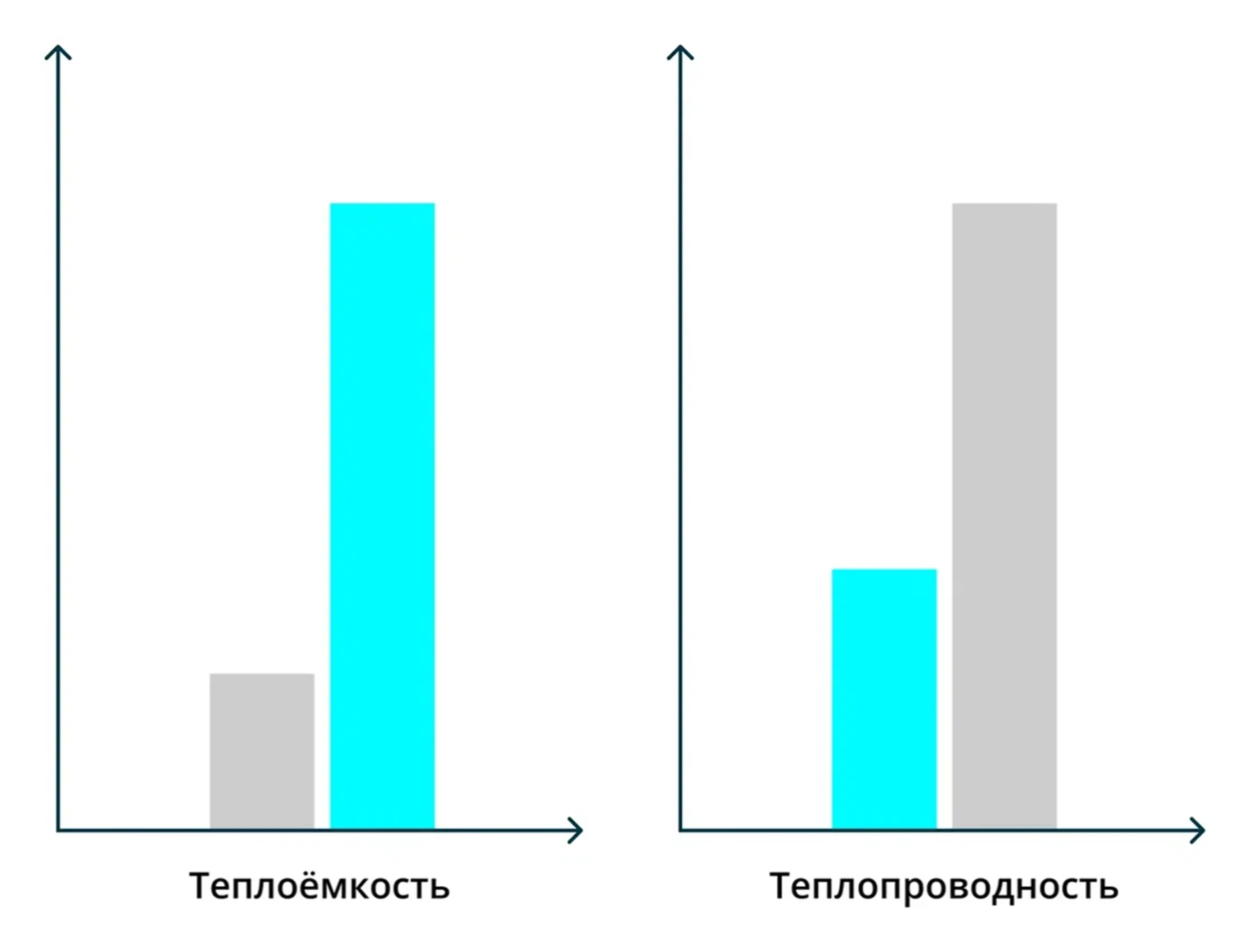
Для деталей станков работает простое правило: материалы с более высокой теплоемкостью и низкой теплопроводностью лучше, чем наоборот.
Если теплопроводность высокая, а теплоемкость низкая (как у чугуна), то любые перепады температуры в цеху сразу оказывают влияние на точность станка. Например, при увеличении температуры в цеху на 2 градуса станина из чугуна марки СЧ35 длиной 2 метра увеличится на 44 микрона. В условиях реальной эксплуатации в помещениях без термостабильности перепад может достигать 10 градусов, что приводит к изменению размеров на 0,44 мм.
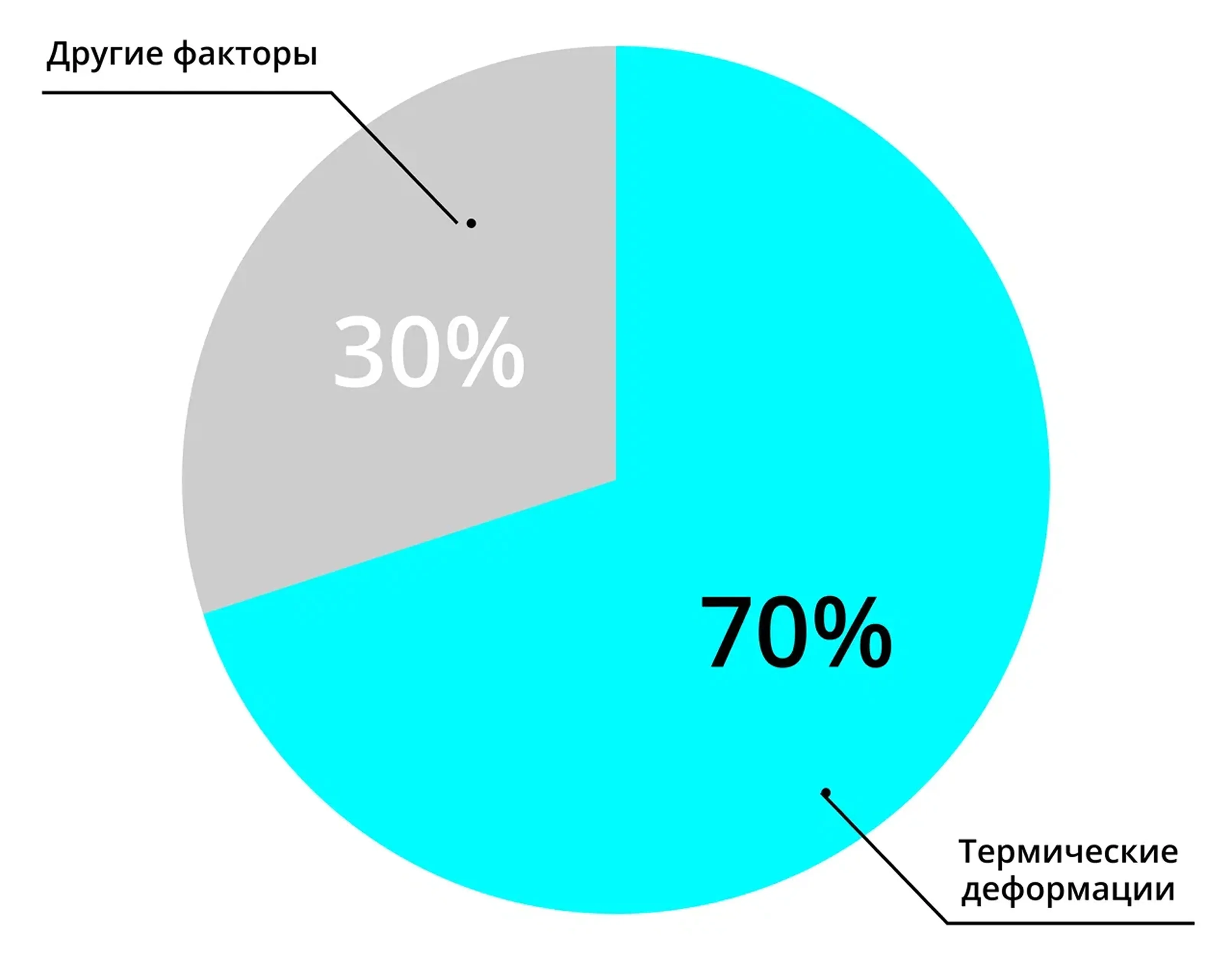
Даже для небольших по размеру станков и не слишком резких перепадов температуры термическая картина критически важна. В исследовании [11] показано, что температурная деформация чугунной станины высотой 600 мм при длине 2 м достигает 0,01 мм на 1 м при разности температур по высоте станины на 2,4 °С. Ни о какой точности в таких условиях говорить не приходится. Это одна из главных причин, почему высокоточное оборудование, такое как координатно-измерительные машины, точные станки, станины микроскопов и различных научных приборов, производятся из минеральных материалов, а не из металлов.
Термические эффекты настолько важны, что высокоточные чугунные станки остаются высокоточными только в термостабильных (+-1 градус) помещениях и активной термостабилизации всего станка. Синтетический диабаз позволяет минимизировать термические деформации за счет низкой теплопроводности и высокой теплоемкости.
Жесткость
Одним из ключевых параметров станка является жесткость. Она бывает двух видов: статической и динамической. Для металлообрабатывающих центров важны оба показателя. Если станок не имеет достаточного уровня жесткости, он не сможет обрабатывать материалы на производительных режимах и обеспечить точность и повторяемость позиционирования. Соответственно, при использовании одной и той же программы детали будут получаться разными.
Статическая жесткость станка – это способность сопротивляться деформациям от сил в процессе резания. Этот показатель зависит от жесткости всех компонентов: станины, шарико-винтовых передач, рельсов, шпиндельной бабки и др. Жесткость отдельных компонентов определяется приведенным ниже модулем Юнга и моментом инерции деталей.
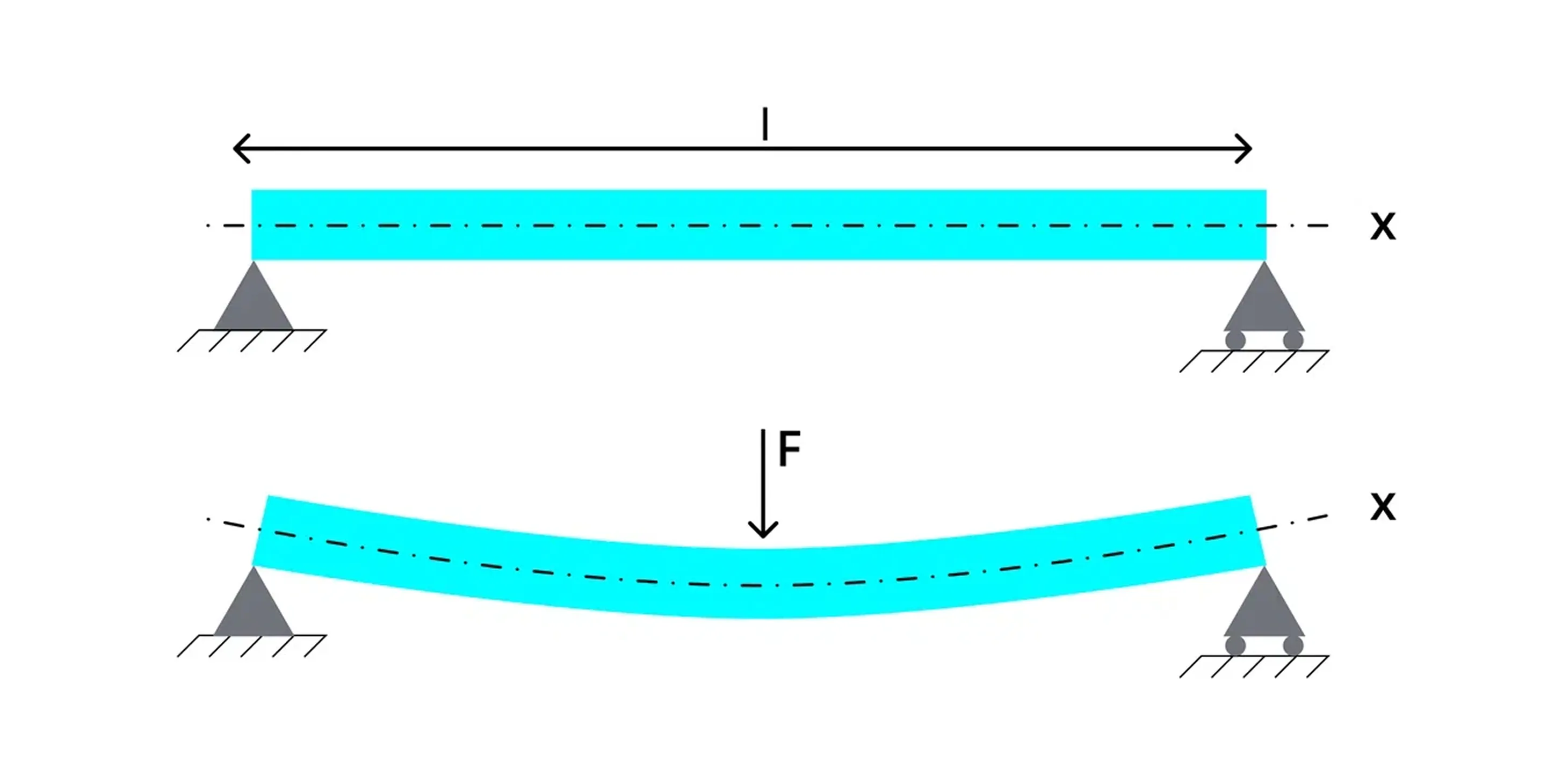
Модуль Юнга – физическая величина, характеризующая способность материала сопротивляться растяжению, сжатию при упругой деформации.
Согласно закону Гука, напряжения пропорциональны деформациям и обладают линейным законом. Иными словами, балка под действием силы F с модулем Юнга в 2 раза выше будет гнуться в 2 раза меньше. При этом зависимость жесткости от формы является кубической, а не линейной. При увеличении толщины балки в 2 раза ее жесткость растет в 2³=8 раз, то есть балка прогнется в 8 раз меньше.
В случае со станками действует простая логика: чем больше размер станины, тем лучше. Форма станины значительно важнее ее веса и материала, так как зависимость жесткости от формы кубическая. Эффективность монолитных сечений выше коробчатых с ребрами.
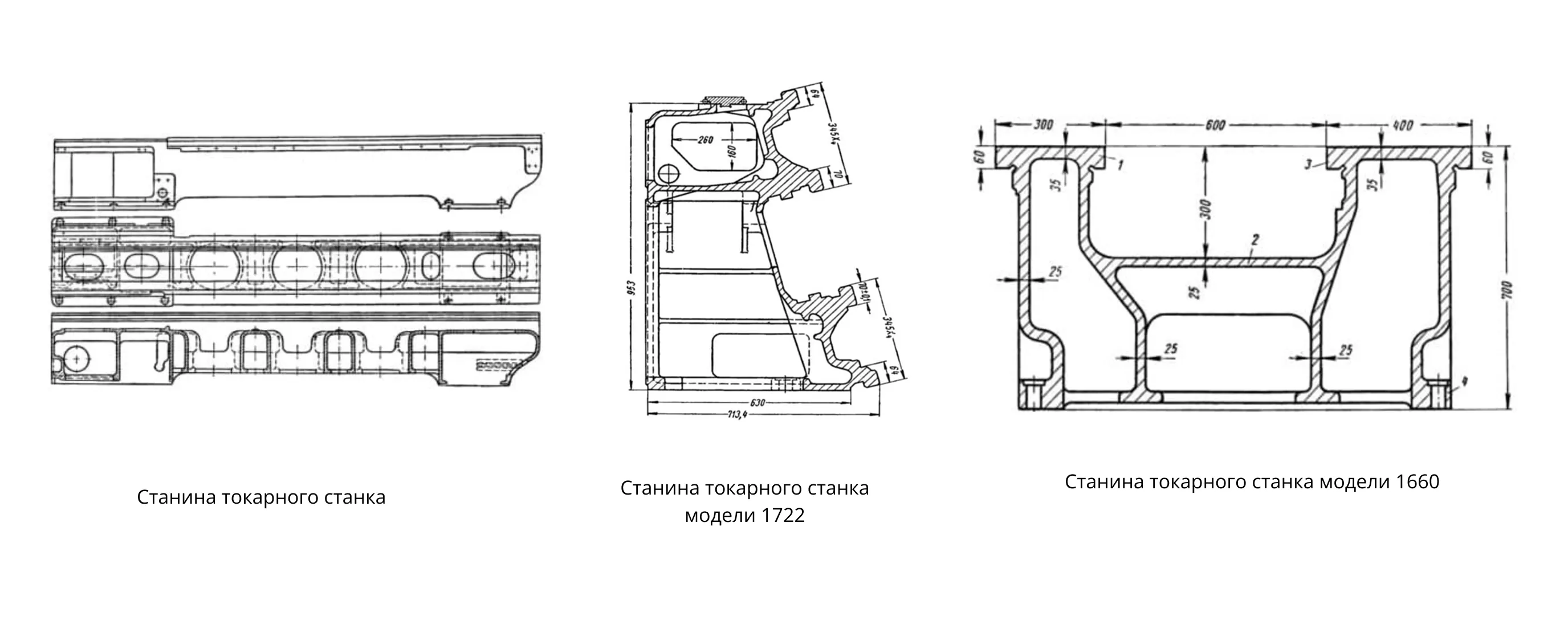
Все станины из чугуна не являются монолитными, а имеют коробчатые конструкции с ребрами. Это связано с тем, что чугун имеет ограниченную проливаемость, которая обусловлена процессами кристаллизации. Если не соблюдать правила равнотолщинности стенок, то при литье, на стадии перехода из жидкого состояния в твердое, образуются трещины, раковины, коробления и прочие дефекты, подробно описанные в ГОСТ 19200-80. Поэтому сечения любых чугунных станин отличаются коробчатой структурой с ограниченной жесткостью и низкой способностью гасить вибрации. Типичная толщина стенок чугунных станин составляет 25-35 мм.
Станины станков БИВЕРТЕХ обладают широкими сечениями и имеют монолитную структуру. Связано это с тем, что литье синтетического диабаза основано на совершенно другом процессе, а именно переходе из жидкого состояния в твердое посредством полимеризации, а не кристаллизации. Полимеризация сопровождается выделением тепла, при этом экзотерма незначительна – нагрев не превышает 60 градусов. Это позволяет разрабатывать формы станин, которые превышают по жесткости чугунные, так как отсутствие ограничений по проливаемости позволяет наращивать жесткость в тех сечениях, где это необходимо, и применять методы генеративного искусственного интеллекта для проектирования оптимальных форм. Именно поэтому статическая жесткость всех станков БИВЕРТЕХ значительно превышает требования ГОСТ и любых других международных стандартов. Кроме увеличения жесткости монолитные сечения позволяют лучше гасить вибрации, которые образуются при фрезеровании. На картинке ниже приведена фотография колонны самого компактного станка БИВЕРТЕХ – BEAVERMILL Mini, монолитные сечения которой превышают 300 мм.


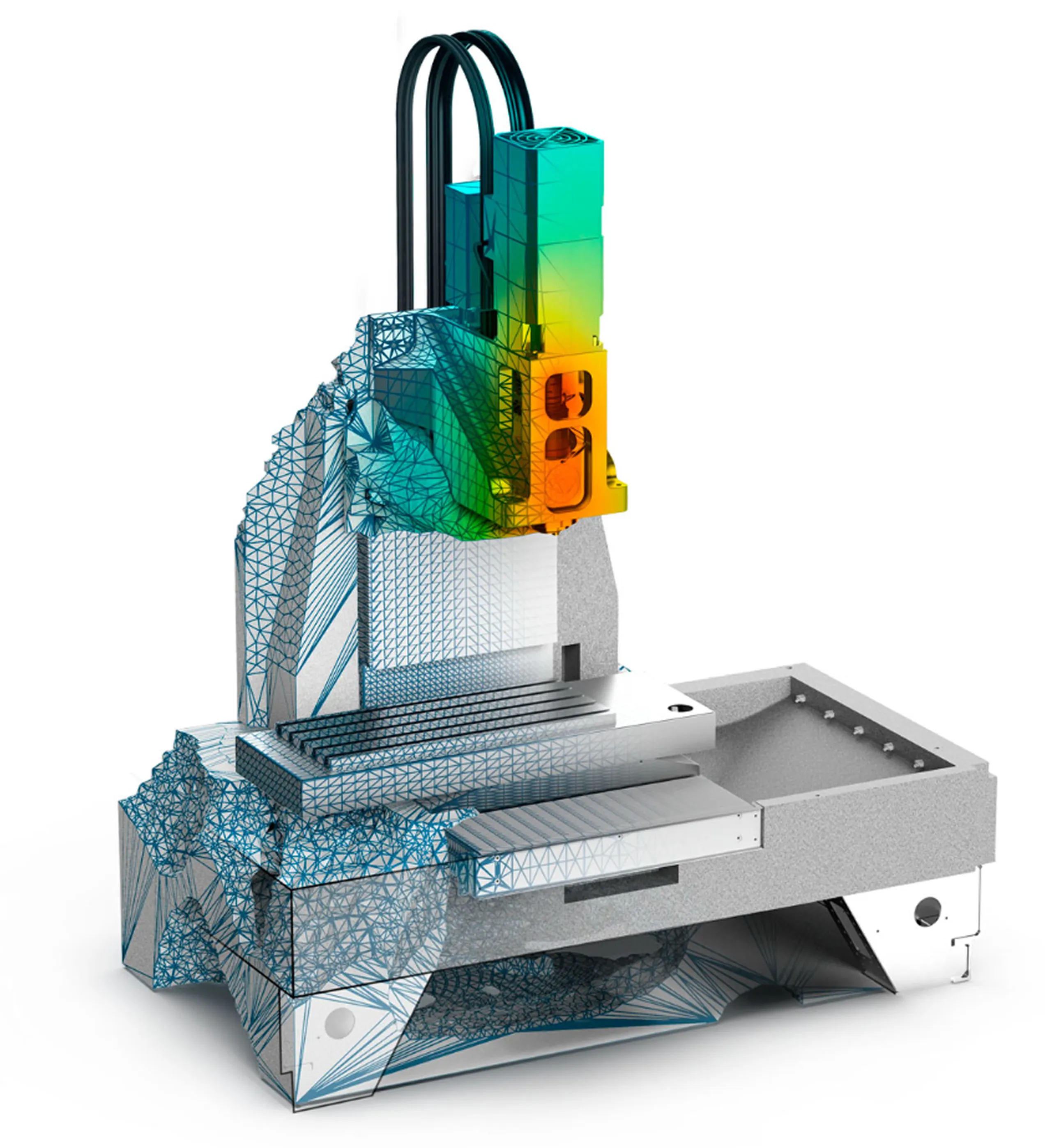
Динамическая жесткость станка
Как и статическая жесткость, динамическая жесткость системы зависит от жесткости входящих в нее компонентов. Однако на собственные частоты значительное влияние оказывают собственные частоты элементов. За счет монолитных сечений станин динамическая жесткость станков БИВЕРТЕХ.
Если посмотреть на фрезерные ЧПУ-станки со станинами из чугуна, то наиболее распространенные из них имеют узкую станину, что, с одной стороны, снижает стоимость производства и уменьшает вес оборудования, но, с другой стороны, оказывает существенное влияние на динамические характеристики. Использование узких станин приводит к тому, что на высоких ускорениях в крайних положениях стола станок «переваливается». Это снижает точность деталей при использовании высокоскоростных режимов обработки. Про такие станки опытные операторы ЧПУ часто говорят, что они «звенят», что свидетельствует о недостатке динамической жесткости.


Распространенные станки конкурентов с узкими станинами
Станки БИВЕРТЕХ отличаются от большинства чугунных конкурентов тем, что их размеры фактически равны размерам станин. Это позволяет станкам, при общих компактных габаритах, быть очень жесткими.

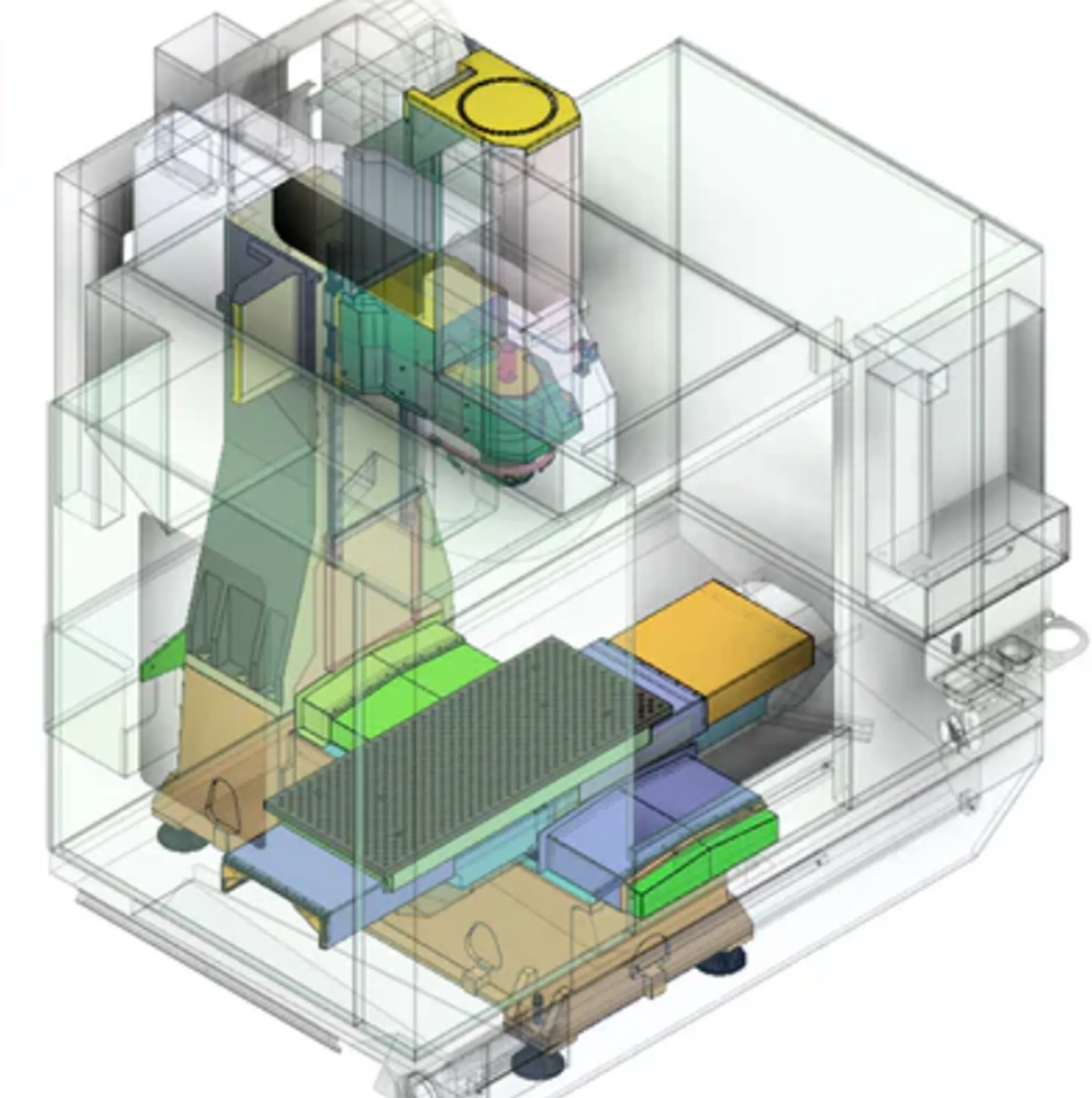
Структура станков BEAVERMILL и BEAVERMILL Mini
Станины имеют широкие монолитные сечения и широко разнесенные линейные направляющие. Форма станин спроектирована с помощью искусственного интеллекта и генеративного дизайна.
Виброопоры станков БИВЕРТЕХ расположены равномерно и широко, что влияет не только на динамическую жесткость станка, но и на его точность, так как деформации станины под весом перемещаемой массы (стола и заготовки) значительны. Высокая динамическая жесткость станков БИВЕРТЕХ позволяет фрезеровать даже труднообрабатываемые материалы на каталожных режимах инструмента без потери точности.
Сумма физических характеристик синтетического диабаза позволяет использовать его не только для производства станков БИВЕРТЕХ, но и в узкоспециальных областях. К примеру, на базе нашего материала различные российские производители разрабатывают и создают станки для электроэрозии, гидролазерной резки, прецизионной гравировки и др.
Благодаря собственному отделу разработки материалов, сотрудничеству с ведущими университетами, НИИ и частными лабораториями, а также полностью вертикально интегрированному производственному циклу, мы в кратчайшие сроки можем не только производить станины, но и создавать материалы со специальными свойствами для различных задач: сверхлёгкие, тяжёлые, высокомодульные, электропроводящие и другие.
Синтетический диабаз – это не наименование одной формулы, а собирательное название синтетических материалов БИВЕРТЕХ, которые разрабатываются для специального применения.

Синтетический диабаз был досконально изучен и разрабатывался специально для производства станков. Материал обладает всеми необходимыми характеристиками: высоким модулем Юнга, коэффициентом Пуассона, низкой теплопроводностью при высокой теплоемкости, высоким логарифмическим декрементом затухания и другими свойствами, которые играют решающую роль в производстве качественных деталей станков.
Станки БИВЕРТЕХ и других российских производителей, в которых используется синтетический диабаз, работают по всей России, от Краснодара до Урала. Сферы применения обширны: от малых исследовательских лабораторий до производителей деталей спутников, протезов, приборов атомной отрасли, автомобильных компонентов, и прочих производств, где станки функционируют в режиме 24/7. Годы эксплуатации демонстрируют абсолютную стабильность станков во времени и сохранение точности даже при тяжелых режимах обработки.
Использование современных композитов позволяет эффективно производить компоненты станков, которые превосходят по характеристикам мировые аналоги. При этом стоимость наших станков остается доступной для широкого рынка за счет вертикализации производства и научного подхода к организации разработки.